



در این بخش به طور مختصر به خط تولید انواع النگو همراه با نمونه دستگاههای ساخت النگو می پردازیم، امیدوارم مورد پسند شما همکار گرامی قرار بگیرد
خط تولید النگو های تسمه ای، مفتولی و پروفیلی
1- مرحله ذوب فلز (Melting & Casting)
اولین مرحله تولید النگو شامل ذوب فلز و آماده سازی فلز برای نورد می باشد که به روش های گوناگون و با ماشین آلات مختلف صورت می پذیرد که در زیر به برخی از آن ها اشاره می کنیم :
روش های ذوب کردن :
- کوره های الکتریکی
- کوره های گاز و هوا
- کوره های القایی

کوره های الکتریکی: این کوره ها با برخورداری از یک المنت گرمایشی، و با انتقال حرارت المنت به فلز امکان ذوب فلز را فراهم می کنند که از لحاظ مصرف انرژی الکتریکی به صرفه نمی باشند.

کوره های گاز و هوا: این کوره ها با برخورداری از گاز بوتان و یک دمنده مستقیم حرارت به سمت بوته، امکان ذوب فلز را فراهم می کنند که اینکوره ها نیز از لحاظ بازده کاری مطلوب و مقرون به صرفه نیستند.

کوره های القایی: این کوره ها قادر به ذوب طلا به صورت امواج مایکروویو با قدرت و سرعت بسیار بالا و بازده 100% می باشد که دارای انواع مختلف از لحاظ حجم و کارکرد می باشد
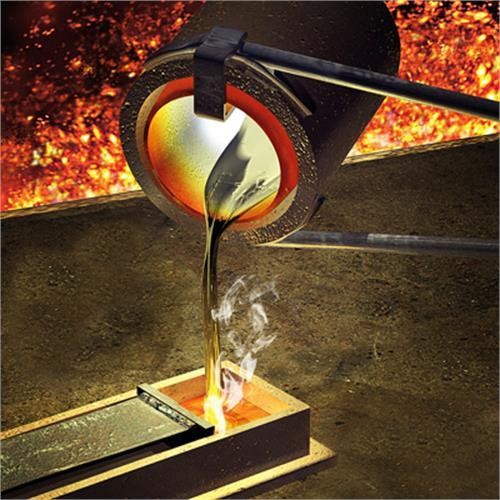
پس از آب کردن طلا، آنها را درون قالب یا ریژه قرار میدهند تا برای نورد کاری آماده شود
2- نورد کاری (Rolling)
پس از پایان مرحله ذوب، فلز ریخته شده آماده نورد کاری می شود. نورد فلز ریخته گری شده بسته به نوع النگو که به سه صورت مفتولی، تسمه ای و پروفیلی می باشد مورد عملیات قرار می گیرد.

در این مرحله انواع دستگاه های نورد با قدرت و سرعت های متفاوت و نیز بسته به حجم کارگاه مورد استفاده قرار می گیرد. در واقع از این ماشین آلات برای کاهش ضخامت ورق ها و مفتول های طلا و فلزات دیگر همانند نقره استفاده می شود.
آموزش: آموزش ساخت گردنبند طلا
3- پروفیل(Profiling wirerolling)
چنان چه بخواهیم النگوی پروفیلی تولید کنیم تسمه نورد کاری شده نسبت به قطر خارجی لوله سایز شده و وارد مرحله پروفیل می شود. با ماشین آلات پروفیل که دارای سرعت و حجم های کاری مختلف است، تسمه به لوله جوش خورده تبدیل می شود که برای این مرحله از سیستم های جوش کاری گاز و هوا، جوش آرگون و یا جوش پلاسما استفاده می شود که جوش با سیستم آرگون از دو مورد دیگر مستحکم تر است.
4- گرد کردن یا فنر پیچ کردن fanarpich
در این مرحله تمسه یا مفتول به صورت فنر پیچ در آمده و آماده برش به صورت حلقه ای می گردد.
5- تابش کاری (Annealing)
بعد از نورد و طی عملیات مختلف، اکنون فلز به صورت فشرده شده درآمده و اصطلاحاً خشک و از حالت نرمی و فنری خارج می شود، لذا باید به وسیله حرارت، طلا را به حالت اولیه احیا کنیم. برای تابش کاری از دو روش زیر استفاده می شود :
بیشتر بخوانید: تاریخچه دستبند و النگو
تابش به وسیله مشعل های گاز
6- برش کاری (Cutting)
در این مرحله تسمه و یا مفتول در اندازه ها و قطر های مختلف استاندارد شده برش داده می شود که این کار به دو روش امکان پذیر است:
1- برش کاری به وسیله دستگاه برش (ارّه)
2- برش کاری به شیوه دستی یا گیوتینی.jpg)
7- لحیم کاری یا جوشکاری (Soldering)
پس از برش مفتول، اکنون نوبت آن است که دو سر مفتول جوش داده شود که به سه روش امکان پذیر است:
1- جوش کاری گاز (مشعل)
2- جوشکاری لیزری (بدون احتیاج به لحیم)
8- فرم دار کردن (Tube Shaping tubeprofiles)
چنان چه در مرحله تولید النگوی پروفیلی باشیم می توانیم با استفاده از ماشین چرخ دامله (دستی) تسمه را به فرم های سه گوش، چهارگوش، گرد، نیم گرد، بیضی، نیم بیضی، مربع، شش گوش و اشکال هندسی دیگر تبدیل نماییم.
9- سایز کردن (Sizing)
با اتمام مرحله جوش کاری، لازم است که النگو به شکل کاملاً گرد و دقیق باشد که برای این کار از سایززن یا همان سایزکن استفاده می کنیم. این سایز کن ها به سه دسته تقسیم می شوند :
1- سایزکن (سایززن) برجکی
2- سایزکن (سایززن) پنوماتیکی – هیدرولیکی
10- تراش ترنا (Turning)

جهت تراش و همسطح نمودن داخل و خارج النگوی سایز شده از ماشین های تراشکاری ترنا برای داخل تراشی، رو تراشی، دامله تراشی، پخ زدن و خط انداختن استفاده می کنیم.
11- پرداخت کاری یا پولیش (Polishing)

برای ظرافت هر چه بیشتر و بهتر النگو و نیز رفع لکه ها از سطح آن و نیز امکان ایجاد طرح های سیاه قلم توسط ماشین CNC یا لیزر که به زیر کار بسیار صاف و صیقلی احتیاج است از ماشین های پرداخت استفاده می کنیم.ماشین های پرداخت کاری با استفاده از برس های بسیار نرم و چرخش مناسب کار صیقل النگو را انجام می دهند و ضمناً مجهز به سیستم مکش بسیار قوی برای جلوگیر ی از هدر رفتن و اتلاف طلا هستند. پرداخت کاری النگو با ماشین های دینام یک طرفه یا دوطرفه و یا به وسیله برس های مخصوص و مواد جلا دهنده صورت می گیرد.
12- آبکاری (Electroplating)
آبکاری طلا یکی از مراحل مهم تولید النگو است که با استفاده از سیستم الکترولیت قادر خواهید بود تا حدود چند میکرون، لایه بسیار نازکی از فلزات تزئینی همچون رادیوم و روتونیوم را برای ایجاد رنگ های سفید، سیاه، قرمز، و ... روی طلا استفاده نمایید. آبکاری به شیوه های متفاوتی انجام می شود که عبارتند از :
1- آبکاری وانی
2- آبکاری قلمی.jpg)
3- آبکاری به وسیله اسید.jpg)
4- آبکاری آب زرد
5- رنگ کاری
6- التراسونیک
13- خشک کردن (Drying)
برای خشک کردن سریع النگوی آبکاری و جلوگیری از ایجاد لکه و یا شوره های احتمالی حاصل از آبکاری می توان از ماشین خشک کن استفاده نمود.
14- تراش طلا (Diamond or Laser Cutting)
پس از اتمام مرحله آبکاری النگو برای نقش پذیری آماده است که برای این مورد می توان از انواع مختلف ماشین های تراش استفاده نمود :
1- ماشین تراش زمینه زن: برای تراش خارج النگو و ایجاد زمینه های مختلف همانند زمینه آج
2- ماشین تراش نیمه اتوماتیک NC، دیجیتال و یا دستی: برای ایجاد نقش های گوناگون بر روی النگو به شکل دستی یا اتوماتیک و یا دیجیتالی وابسته به مهارت شخص

3- ماشین تراش اتوماتیک CNC (دستگاه یا ماشین النگو سازی): مجهز به سیستم کامپیوتری، دارای صدها طرح ها و زمینه های زیبا و پیچیده، امکان ترکیب یا اضافه نمودن طرح، بدون نیاز به مهارت زرگری، امکان حک کردن هزاران طرح و زمینه زیبا و جالب بر روی النگو، امکان ایجاد برش بر روی النگو

تجهیزات ماشین های النگو سازی:
-- متشکل از یک مجموعه الکتریکی و الکترونیکی
-- برخورداری از CD ها و دفترچه راهنمای محصول
-- مانیتور LCD
-- صفحه کلید و ماوس
-- سرویس حس گر
-- اتاق و محفظه دور ماشین
-- پروانه بزرگ و پروانه کوچک
-- گرد زن
-- توپی برنجی یا تفلون
مشخصات فنی:
-- کورس محور X: 60 میلی متر کورس محور Z: 300 میلی متر
-- دور محور عمودی: 16000 دور
-- دور محور افقی: 60000 دور
-- وزن: 400 کیلو گرم
-- زاویه چرخش محور X: 270 درجه
-- برق مصرفی: 220 V / 50-60 HZ تک فاز
-- ابعاد ماشین
سه محور: 90 در 94 در 180
چهار محور: 80 در 94 در172
پنج محور: 80 در 115 در 184
4- ماشین تراش لیزری (Smark): این ماشین با استفاده از اشعه لیزر و کامپیوتر قادر است هرگونه تصویر پیچیده و زیبا را روی تمامی اشیاء از شیشه، چوب و سنگ گرفته تا طلا ایجاد کند. تفاوت آن با ماشین CNC در ظرافت فوق العاده زیاد و پیاده کردن طرح های پیچیده و زیباتر می باشد. این ماشین از پیشرفته ترین و کاربردی ترین دستگاه ها در صنعت طلا و جواهر می باشد.
.jpg)
